Fire-forming, avagy a töltényhüvely „felfújása”
A lőszertöltés során, különösen nagyon ritka kaliberű lőszereket töltve szembesülhetünk azzal a problémával, hogy nem hozzáférhető, vagy csak nagyon ritkán és drágán az a töltényhüvely, amire szükségünk volna. Honnan akasztanánk le például egy marék .404 Jeffrey, .35 Whelen vagy .284 Achilles hüvelyt? Az ilyen helyzetek megoldását segítheti elő az úgynevezett „fire forming”, ami a töltényhüvelyek alakítását jelenti, mégpedig egy „vaktöltet” elsütése által. Persze ez azért nem ennyire egyszerű, hiszen a legtöbb esetben nem elég csak „felfújni” a hüvelyt. Vegyünk egy gyakorlati példát: az egyre népszerűbb 6.5 mm Creedmoor-hüvely kapható, de nem minden gyártó kínálatában szerepel, és a .22-250-es 30%-kal olcsóbb is.
A „fire forming” működési elve
A .22-250-es töltényhüvelyek nyaka belülről kenésre, majd tágításra szorul, hiszen az 5,7 mm-es lövedék helyett 6,72 mm-es lövedéket kell majd befogadnia. A tágítást a nyak kímélése céljából célszerű két lépésben elvégezni, először 6, majd 6,5 mm-re.

Balra a .22-250, jobbra a 6.5 mm Creedmoor
A töltényhüvelyek anyagául szolgáló sárgaréz elég olcsó ötvözet: 70 százalékban vörösrezet, 30 százalékban cinket tartalmaz. Ez az ötvözet tetszés szerint keményíthető vagy lágyítható a kívánt mértékben. A hüvely talprésze viszonylag kemény, hogy ellenálljon a lőporgázok nyomásának, míg a nyakrész lágy, hogy a lövedéket szilárdan tartsa ugyan, de a lövés során kitágulva elvégezze a dugasztást, ne engedje visszafújni a lőporgázokat, de a lövés után, a nyomásesés hatására valamennyire visszanyerje eredeti méretét.
Első lépésként a kicsappantyúzatlan (!) töltényhüvelyt töltsük fel gyors égésű pisztolylőporral. Majd öntsük ki a lőport a hüvelyből, és mérjük meg a tömegét, egy e célra készült lőpormérlegen. Vegyük e mennyiség egytizedét: ez lesz a kezdőtöltetünk, ezt töltsük be a csappantyúzott töltényhüvelybe. Ahogy említettük, ez a 10% csak a kezdőtöltet, kísérletezést igényel, hogy pontosan mekkora töltet fújja majd fel, idomítja a töltényűrhöz a hüvelyt annyira, hogy elvégezze a formázás műveletét. A lőportöltet ugyanakkor lövedék nélkül nem maradna a helyén, ezért helyezzünk a lőporra egy kis darab papírt (zsebkendőből tépett darab tökéletes) és töltsük ki a hüvely üresen maradó részét például búzadarával, majd zárjuk a hüvelyszájat méhviasszal.
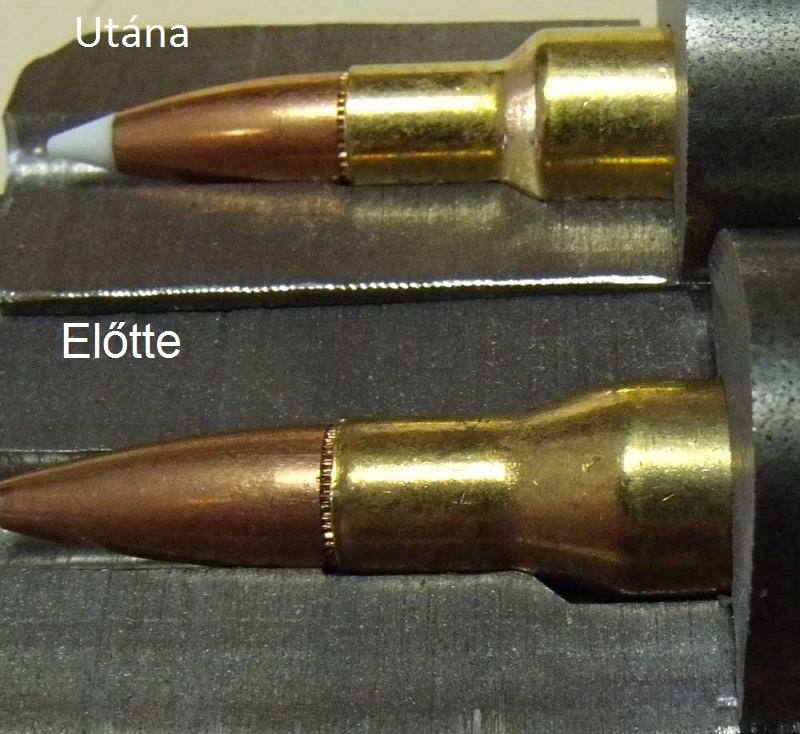
A 6.5 mm Creedmoor kaliberű fegyverben történő elsütés után ellenőrizzük a hüvelyt, hogy lássuk, felvette-e a kívánt méreteket vagy (nem kevésbé fontos) nincsenek-e rajta túlnyomásra utaló jelek. Ha még nem értük el a kívánt külméreteket, akkor emeljünk 0.5 grainenként a lőportölteten.

Balról jobbra: .22-250 hüvely eredeti állapotában, 6 mm-re tágított nyakkal, 6,5 mm-re tágított nyakkal, és a „fire forming” után, végleges formájában, immár 6.5 mm Creedmoor-ként
E módszer segítség lehet akkor, ha nagyon megszorulunk az elérhető hüvelyeket illetően. Ugyanakkor vannak hátrányai:
- a teljes hüvelyhossz valamivel (kb. 0,025 hüvelykkel) rövidebb lesz, mint a gyári 6,5 Creedmoor hossza
- a hüvelytalpon lévő kaliberjelzés nem fedi majd a valóságot
- a hüvelynyak vékonyabb lesz, mint a gyári hüvelyeké (0,009 hüvelykkel szemben a 0,011 hüvelyk)
- a hüvelyformázás időigényes
Vannak, akik .308-as, .243-as töltényhüvelyek módosítása által jutnak 6.5 Creedmoor-hoz, ott persze a hüvelyhosszt is rövidíteni szükséges.
Rengeteg a lehetőség a „fire forming”-ban, ezzel a módszerrel állíthatunk elő például .404 Jeffrey hüvelyeket .375 Holland & Hollnad Magnum-ból, de ha soha nem élünk a lehetőséggel, akkor is jó tudni, hogy adott esetben akár a töltényhüvelyeket is magunk állíthatnánk elő.
A képek és a szöveg forrása: rifleshooter.com
A lőszerek házi szerelését, újratöltését kizárólag sikeres hatósági vizsgát követően kiállított rendőrhatósági engedély birtokában lehet végezni. A cikk írói, fordítói, semmiféle felelősséget nem vállalnak az itt leírt információkkal kapcsolatban, ideértve a cikk elolvasása során szerzett ismeretek felhasználásával összefüggésben bekövetkező jogsértést, kárt, balesetet és személyi sérülést!
















„A töltényhüvelyek anyagául szolgáló sárgaréz elég olcsó ötvözet: 70 százalékban vörösrezet, 30 százalékban cinket tartalmaz. Ez az ötvözet tetszés szerint keményíthető vagy lágyítható a kívánt mértékben.”
Talán akad aki nem tudja, a rezet fordítva lehet lágyítani, mint az acélt. Tehát felhevítjük vörös izzásig, majd hirtelen lehűtjük (hideg vízben). A keményedés hidegalakításkor magától bekövetkezik, ezért szoktuk minden alakítás után lágyítani, nehogy túl rideggé váljon.
A 70% Cu és 30% Zn koncentrációnál a hűtés sebességétől nem függ semmi, mert ebben a tartományban az ötvözet egyfázisú szilárd oldat. Minél magasabb hőmérsékletre hevítjük (max 900 fok C) és elég ideig hőntartjuk, az újrakristályosodás annál nagyobb szemcséket eredményez, ezért annál lágyabb (alakíthatóbb) anyagot kapunk. Persze vízben lehűtik, hogy ne kelljen órákat várni a megmunkálással. A hideg képlékenyalakítás hatására ezek a szemcsék finomodnak, a diszlokációsűrűség megnő, és a munkadarabunk újra felkeményedik.
Majd 60 – 40 % -nál jelenik meg egy másik fázis, ekkor viszont a gyors hűtéssel – az acélhoz hasonlóan – a szakítószilárdság növekedését és a nyúlás (alakíthatóság) csökkenését lehet elérni, vagyis ridegedik az anyag.
Amellett, hogy érdekes a cikk, egy általam kreált kifejezés jut eszembe, de némi tanulság leszűrése esetén is, főleg mosolyfakasztásra szánom: „porszívózsák szindróma”. Történt ugyanis, a párom vett egy kihagyhatatlan árú porszívót valami MLM ismerősétől, de még a porszívózsák szaküzletben sem tudtak szerezni zsákot hozzá. Hosszas kísérletezés után megtaláltam a módját a Veloce nevű porszívózsákból hol,hogyan, mennyit kell levágni, hogy használható legyen. Majdnem egy jelentéktelen évtizedet töltöttem a zsákok szabdalásával, mire némi ráhatással végre kifeküdt a gép. Tehát porszívóvásárlás során az első kérdés: van-e hozzá zsák?
Előfordult már, hogy valaki lőszertöltő cuccokat keresett .505 Gibbs kaliberhez. Amikor megtudta, hogy se lövedék, se töltési adat nincs, csak matrica (az is csak rendelésre, drágáért) elgondolkodott, hogy kell-e neki olyan puska…